Description
Pour vos cires imprimées ou sculptées et vos résines d’impression 3D.
Cette formule PROTO vous permet de transformer vos pièces dans le métal de votre choix. Vos pièces sculptées et vos résines d’impression ont nécessité beaucoup de temps pour leur réalisation. Cette formule PROTO est parfaitement adaptée, nous apportons toute l’attention nécessaire à ce type de pièce pour assurer un résultat optimum. Ici, nous n’avons pas à faire à des pièces de série, mais des pièces uniques, et nous prendrons toute les précautions pour obtenir le meilleur résultat. Envoyez-nous les cires que vous avez sculptées, vos résines ou vos cires imprimées dans un emballage soigné et passez commande en prenant soin de préciser le choix de la matière et le poids de votre pièce. A réception, nous effectuerons la coulée et nous vous renverrons vos pièces dans le métal de votre choix.
- Brut de fonderie : Pièce brut de fonderie, juste sablé et l’alimentation coupée au plus près à la pince coupante ou à la scie.
- Brillanté : Pièce avec l’alimentation entièrement enlevé puis les surfaces sont brillantées mécaniquement.
- Brillanté vieilli : C’est la finition « brillanté » suivi d’un vieilli. Attention, cette finition n’est pas réalisable sur de l’aluminium.
Caractéristiques de vos cires et résines :
- Vos pièces non pas besoin d’alimentation, nous étudierons la meilleur position des alimentations pour optimiser le résultat tout en conservant les surfaces et reliefs.
- Les résines d’impression doivent être adaptées à la fonderie (résine castable). Vous devez avoir une attention toute particulière pour le post traitement qui conditionne en parti le résultat.
- Vos pièces peuvent-être en cire à sculpter ou à modeler ou à injecter. Ce qui est important pour nous, c’est le temps de travail que vous avez passé sur votre pièce, et non le type de cire.
- Pas de présence de bulles d’air dans la cire.
Formule 1-PROTO :
- Vous avez passé beaucoup de temps sur vos pièces, la formule PROTO est là pour répondre à votre demande de résultat.
- L’alimentation sera choisie et placée afin d’obtenir le meilleur résultat tout en préservant les détails.
- Chaque pièce est inspectée avant la coulé. Si nous avons un doute, nous vous contacterons afin de trouver la meilleur solution afin d’obtenir le meilleur résultat. Pensez à joindre votre numéro de téléphone dans le colis avec vos pièces.
Qualité de la fonte avec les résines :
Après de nombreux test nous sommes arrivés à des résultats satisfaisant concernant les résines castables. Pour le moment, les résines ne permettent pas d’atteindre des résultats aussi bon qu’avec des cires, mais les pièces sont tout à fait exploitable. Généralement, le retour que nous avons sur la qualité est que la reprise des strates est plus long et difficile que la reprise d’éventuelle porosités. Toute les résines ne se valent pas, leur taux de cendre varie, la facilité et la répétabilité de leur post-traitement aussi. Il en résulte des différences de résultat.
Conseils d’expert :
- Si vous avez un doute, testez nos services avec une pièce d’essai sur laquelle vous n’aurez pas passé beaucoup de temps.
- Les résines de chez Bluecast donnent des résultats satisfaisant. C’est aussi le cas pour la fabpro jewelcast grn, la ec3000 envisiontec et d’autres encore.
- Si vous souhaitez l’alimentation sur une zone particulière, vous pouvez faire un repère au marqueur pour le situer. Si c’est juste pour préserver des détails comme par exemple une gravure, ce n’est pas nécessaire, nous prendrons cela en compte nous même.
- Pour vos résines, plus elles sont mince et plus elles donnent de bon résultats. Évidez les parties trop massive (une peau inférieure à 0.8mm est déconseillée). Pour les gravures, une profondeur égale à la largeur donne de bons résultats en évitant d’être sous 0.2mm de largeur de gravure. Faire les gravures trop profonde génère parfois des défauts sur certaines résines.
- Pour votre colis, suivez nos recommandations.
Notice
Pour connaitre le tarif que nous vous proposons pour la fondre vos cires ou résines, il suffit de remplir un à un les champs du formulaire en suivant les indications ci-dessous.
- Type de pièce : Choisissez si vous souhaitez réaliser une bague, un bracelet, une grappe de pièces ou un autre type de pièce.
- Matière de votre pièce : Vous devez saisir la matière de votre pièce à fondre. Si vous ne connaissez pas le poids, vous pouvez utiliser « Volume en mm³ », dans ce cas, vous saisirez le volume en mm³ dans « Poids de votre pièce en gr » dans les questions suivantes.
- La longueur de la pièce en mm : Cette dimension n’est pas demandée pour les bagues ni pour les bracelets. La longueur est toujours la plus grande dimension, la largeur est toujours la deuxième plus grande et l’épaisseur est la plus petite dimension. L’ensemble de ces trois dimensions définissent un parallélépipède rectangle dans lequel la pièce peut rentrée. Voir le schéma dans la galerie photo pour la prise de mesure.
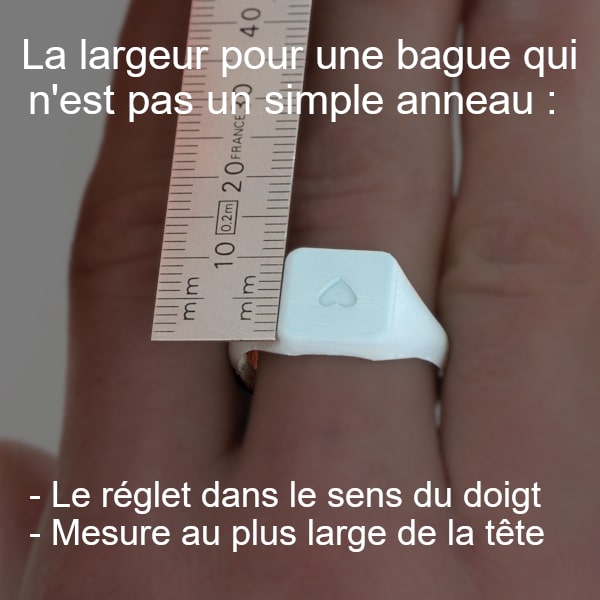
- La largeur de la pièce en mm : Pour les bagues et les bracelets, aidez vous du schéma explicatif dans la galerie photo. Pour les pièces « Autre », la largeur est toujours la deuxième plus grande dimension.
- Hauteur de la pièce en mm : Attention, ce n’est pas l’épaisseur, mais la troisième dimension qui permet, avec la longueur et la largeur, de définir l’encombrement de votre pièce. Voir Schéma explicatif dans la galerie photo. La hauteur n’est pas demandée pour les bagues ni pour les bracelets.
- Poids de votre pièce en gr : C’est le poids de votre cire ou résine. Vous devez utiliser une balance de précision (à 0.1gr et suffisant). Attention, si dans « Matière de votre pièce » vous avez choisi volume en mm³, vous devez saisir à cet endroit le volume en mm³ de votre pièce.
- Nombre de pièce à couler : C’est le nombre de pièce que vous souhaitez. Pour le type de pièce grappe, c’est le nombre de grappe que vous souhaitez.
- Alliage souhaité pour vos pièces : C’est l’alliage dans lequel vous souhaitez vos pièces.
- Finition de vos pièces : C’est la finition que vous souhaitez pour vos pièces. Voir l’onglet « Finition » pour plus d’informations.
- Réf permettant d’identifier votre pièce : Merci de donner un référence qui permet d’identifier vos pièces et votre moule. De ce fait, utilisez plutôt une référence du type « Bague singe et couronne en 58 » qu’une référence du type « 4515fszdf445 ».
Précision pour les quantités que vous commandez :
Pour les Boucles d’oreilles (BO), nous ne parlons pas de paire, si la BO droite et gauche sont identique, il faut commander 10 pièces pour faire 5 paires. Si les BO droite et gauche sont différente, il faut les commander comme des pièces différentes. Si les BO sont en grappe, une pièce correspondra à une grappe.
Explication sur les tarifs :
Le tarif au dessus du formulaire est le tarif global et dans l’encadré sous le formulaire vous trouverez les détails suivants.
Les Alliages
Les Alliages dans lequel nous vous proposons de réaliser vos pièces.
- L’argent 925 : composition de 92.5% d’argent fin (pur) et le reste de cuivre avec un antioxydant.
- Le laiton : (Cuivre 72.7%, Zinc 27% et Béryllium 0.3%). Le Béryllium augmente la dureté et désoxyde.
- Le bronze : CuSi3Mn1 (Cuivre 96%, Silicium 3% et Magnésium 1%).
- Le bronze blanc : Bronze blanc sans nickel.
- L’aluminium : C’est un aluminium de fonderie qui n’est pas adapté à l’anodisation. Les bijoux fondus en aluminium sont relativement cassant par rapport aux alliages traditionnel en bijouterie, il ne faut donc pas réaliser des pièces fragiles. Veuillez noter aussi qu’il ne se brase pas. De plus, c’est un matériau tendre, ce qui engendre un poli terne. Par contre, il est très léger.
Le coût de la matière est compris dans le tarif à la pièce. Plus d’information sur les alliages sur notre page concernant les matières.
Finitions
Finition brut de fonderie : Les alimentations sont coupées au plus près de la pièce et une désoxydation du métal est réalisée.
C’est la finition à choisir si vous souhaitez nous confier uniquement la fonderie, vous permettant de garder la main sur la finition.
Suppr. jet de fonte + tonneau magnét. : Les pièces suivent les étapes de la finition « brut de fonderie » ci-dessus, puis les alimentations sont réparées au papier abrasif. Un passage en tonneau magnétique est ensuite réalisé afin de nettoyer délicatement la pièce. Les différentes étapes sont douces et n’abîment pas le relief ni les états de surface des pièces.
Si vous souhaitez une autre finition comme par exemple un polissage, la finition brillanté est parfaitement adapté et vous avancera pour que vous puissiez réaliser le polissage dans de bonnes conditions.
Finition Vieilli : Les pièces suivent les étapes de la finition « Suppr. jet de fonte + tonneau magnét. » ci-dessus, puis un aspect vieilli est réalisé. Attention, le vieilli sur l’aluminium n’est pas réalisable.
De gauche à droite : Argent 925 / Bronze / Bronze blanc / laiton


Délais
En fonction du nombre de pièces commandées et de la charge de travail dans l’atelier, les délais de fabrication sont d’environ 7 jours hors délais de transport pour du brut de fonderie. Si vous demandez le poinçon de garantie, ajoutez 10 jours supplémentaires aux délais. Pour plus de précision, veuillez nous contacter par téléphone.
Où expédier ?
Une fois la commande passée, n’oubliez pas :
- De nous envoyer les cires et/ou les résines dans un emballage adapté.
- De joindre avec votre colis, votre nom, adresse et numéro de téléphone ainsi que le numéro de commande.
Ce que Fonteacireperdue.com va faire :
- Vous confirmer que la commande est bien reçu et qu’elle est valide.
- Vous informer de l’arrivé de vos cires ou résines.
- Faire un point par téléphone avec vous si nécessaire.
- Vous tenir informé du départ de votre commande.
Adresse d’envoi pour vos pièces et moules :
Créafusion SAS
49 avenue de Chabannes
CS10050
07160 Le Cheylard.




Le résultat de mes cires est parfait. Je suis ravie
Parfait!
Exécution rapide, travail soigné, réactivité pour une demande particulière. Tres satisfaite.
j’ai reçu une bague complètement ratée que je ne vais pas pouvoir vendre n’y rattrapé. cela fait plusieurs fois. que je reçois cela. vous m’avez dit d’acheté une resine speciale assez cher ce que j’ai fait. les prix ont augmentés et la qualité a baissé.
Bonjour, merci pour votre avis qui me donne l’occasion de faire un rappel sur les résines castable. Je fais un petit rappel des commandes que vous avez passées en 2025. Une commande en janvier avec plusieurs résines castable violettes où les résultats n’étaient pas bons et pour laquelle nous avons fait un remboursement. Cette résine violette est probablement de la Siraya Tech, une résine avec un très bon rapport qualité-prix. Nous vous avons conseillé la résine BlueCast X-One V2. Pour les 7 commandes suivantes, les résultats furent meilleurs et nous n’avons pas eu de retour sur la qualité de votre part. Pour cette dernière commande (la 9ème commande de 2025, commande de 5 pièces), vous nous annoncez, par l’avis laissé, 1 bague complètement ratée. Je rappelle ici les risques avec les résines castable (risques mentionnés entre autre sur la page 1-PROTO dans la description).
Les résines génèrent un taux de déchet plus élevé que les cires. Elles peuvent donner de très bons résultats, comme parfois de très mauvais. Les résultats dépendent en grande partie du post-traitement de la résine (le nettoyage). La difficulté est notamment d’enlever la résine non durcie, très présente dans les gravures et autres recoins (le cas pour vos pièces). Or, le post-traitement est à la charge du client. Nous ne pouvons pas vérifier et nettoyer systématiquement les résines que nous recevons. Cela prendrait trop de temps et dépend en partie des réglages de l’imprimante 3D. Les clients peuvent nous appeler pour les conseiller sur la mise en place du post-traitement. Cela se passe généralement bien, mais nécessite parfois un suivi après les 2 ou 3 premières fontes afin d’optimiser l’impression et le nettoyage.
Bien souvent, après cette période de mise au point, le client prend conscience des limites de l’impression 3D de résine castable. Soit il accepte le risque (faible lorsque le process est au point mais présent), soit il doit changer de façon de travailler (moulage, impression cire, etc.). Cette variation de qualité est la raison pour laquelle nous ne proposons pas l’impression 3D de résine castable mais l’impression 3D de cire. En effet, l’impression 3D de cire permet aux clients de ne plus avoir à gérer les aléas de la résine castable. Je reste à votre disposition si vous souhaitez que l’on revoie votre process d’impression.
Très pratique pour réaliser des pièces complexes et uniques, au micron près.