Cela fait plusieurs années que nous fondons les résines de nos clients, et nous constatons certaines différences entre les résines. Voici notre modeste retour sur les résines d’impression 3D qui permettent d’obtenir de bons résultats en fonderie pour vos bagues, bracelet ou autres pièces de bijouteries.
La premières précision que nous pouvons apporter en tant que fabricant bijoutier, c’est que l’alliage dans lequel la pièce sera coulée n’influence pas le résultat. Si la résine génère beaucoup de résidu, ce n’est pas du l’or ou du laiton qui les élimineront en remplissant l’empreinte.
Les défauts de fonderie classique VS les défauts des résines castable.
Il faut dans un premier temps comprendre ce dont nous allons parler, les défauts qu’engendre les résines castable sur les résultats de fonderie et non les défauts provenant des mauvais choix du fondeur. Car jusqu’à présent, les résines n’ont jamais égalé la cire en terme de résultat, et si votre fondeur ne maîtrise par parfaitement la fonderie, vous aurez des défauts sur votre bijou, même avec la meilleur résine d’impression 3D au monde.
Défauts classiques de fonderie :
- Casses de la pièce
- Porosités de retrait
- Pièces incomplètes
- Flash et bavures
- Casse du revêtement
- Bulles
Les défauts de fonderie provenant des résines :
- Cendres et résidus dans les pièces
- Casses du revêtement
- Revêtement que se désagrège
- Alimentation qui se dessoude
- Flash et bavures
Immédiatement, nous voyons qu’il y a des défauts qui ne se retrouvent pas dans les deux catégories. Comme les bulles, les pièces incomplètes, les porosités de retrait, la casse des pièces. Car ces défauts ne proviennent que des choix du fondeur.
Pour les autres défauts, les termes peuvent se ressembler, mais un œil averti verra immédiatement la différence et pourra identifier l’origine du défaut, soit provenant de la résine, soit imputable au fondeur.
L’impression 3D responsable pour une part des résultats.
Nos clients impriment leurs résines et nous les envois pour les fondre en or, en argent ou dans un alliage cuivreux. Le post traitement qu’ils mettent en place ainsi que la conception de la pièce (le dessin 3D) peuvent générer des défauts sur les fontes. Voici ce à quoi ils doivent faire attention lors des différentes étapes.
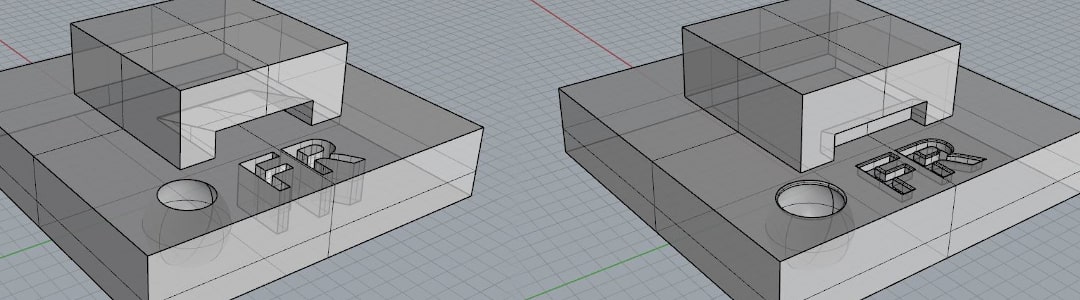
Précautions pour la conception des fichiers 3D (voir dessin ci-dessous):
- Profondeur gravure inférieure ou égale à la largeur du trait de gravure.
- Cavités avec un rayon sur l’arrête de la face extérieure.
- Eviter les parois en revêtement trop fines.
Précautions en post traitement :
- Résine non durci sur la pièce (attention aux fonds des cavités à bien nettoyer).
- Fissure dans la résine (c’est très rare).
Conseils pratiques pour vos résines d’impression 3D.

Lors de la conception, il faut (si votre design peut le supporter) adapter les formes pour éviter la casse du revêtement, car la résine castable à la fâcheuse tendance à se dilater lors de la cuisson du revêtement. Et même si le revêtement ainsi que les courbes de cuisson sont adaptées, il est possible que certaines formes et certaines résines fassent casser le revêtement.
Pour cela, nous conseillons (toujours dans l’hypothèse où votre design peut s’adapter) de casser certaines arrêtes, notamment celles qui fragilisent les petits bouts de revêtement. Sur les dessins ci-dessus, la pièce de gauche a des arrêtes trop vive, au niveau du trou sphérique et de la gravure. Le trou rectangle est très profond et avec des arrêtes vives, il est donc possible que la languette de revêtement casse. Sur l’image de droite, les arrêtes vives « dangereuses » ont été arrondi et le trou rectangle a était réduit en profondeur, mais ses arrêtes non pas étaient touchées volontairement, car en fonction de la profondeur restante, il n’est pas toujours nécessaire de les arrondir.
Dilatation trop grande de la résine d’impression lors de la cuisson.
Lors de la cuisson, la résine se dilate (gonfle) et exerce une forte pression sur le moule. Dans certains cas, le revêtement casse, et certains défauts apparaissent sur les pièces. Les trous et des gravures sortent bouchés. Que c’est il passé ? Le noyau en revêtement se détache du reste et se balade dans l’empreinte, provocant une grosse porosité là où il se retrouvera coincé par le métal.
Heureusement, les résines s’améliorent et ce type de défaut devient rare.
Le manque de nettoyage des résines d’impression.
La résine non durci altèrera le revêtement qui sera en contact avec elle et donnera des surfaces graveleuses. Cela arrive parfois dans les recoins et les fonds de gravures qui sont difficile à nettoyer. Nous préconisons un passage de 5 minutes à l’ultrason dans un bain d’alcool isopropylique, à répéter plusieurs fois au besoin.
Résidus de la résine.
Le taux de cendre dépends directement de la résine utilisée et le fondeur n’aura que peu d’action sur celui ci. Il est possible de le limiter avec un programme de cuisson adapté et d’autres petites astuces, mais rien qui ne puisse éliminer les résidus à 100% avec une répétabilité parfaite. Lors de la coulée, le métal bloquera dans un coin les résidus, ce qui donnera des porosités. Avec beaucoup de chance, ces résidus peuvent être emprisonnés dans la masse, les rendant invisible.
L’adhérence de la résine.
L’adhérence de la cire sur la résine est plus ou moins simple en fonction des résines, et le fondeur doit être inventif pour que la résine ne tombe pas de l’arbre lors de la mise en revêtement. Certaines résines « aime la cire » et le collage est solide, alors que d’autres résines ne seront pas facile à grapper sur l’arbre.
Mon avis de fondeur sur les résines d’impression 3D à utiliser.
Nous ne les avons pas toutes testés, mais jusqu’à présent, les résines de chez Bluecast donnent de bons résultats. Comme la X10 et la X-one, pour la Cr3A, je n’ai eu que très de pièces entre les mains, donc j’émets encore quelques doutes. La Siraya Tech Cast nous a vraiment étonné, c’est une résine chargée de cire qui en toutes logiques génèrera moins de cendres. Les résines castable de 3D Système donne aussi de bon résultat. Les résines de chez Formlab ne nous ont pas convaincu.
Pour testez votre résine, c’est très simple, il suffit de vous rendre sur notre boutiqe en ligne et passer commande. Pour un test, vous pouvez commander une fonte laiton, cela ne vous coutera que quelques Euros et en prime, vous pourrez nous contacter et demander le fondeur pour avoir quelques conseils.
Un petit lexique pour les non initiés de l’imprimerie 3D ,
‘Castable’ en français coulable , attribut des résines pour imprimantes 3D utilisable en fonderie pour fabriquer des bijoux .
Bonjour,
vous citez les résines « castables », mais peut-on vous envoyer des pièces en filament castable?
merci pour votre réponse.
BT
Bonjour, nous avons déjà coulé des pièces en filament castable, la qualité de fonderie était vraiment pas mal. Par contre je ne connais pas la référence de ce filament castable, de mémoire il était transparent. Par contre, le dépôt fils génère des strates monstrueuses. Regardez nos tarifs d’impression 3D cire avec fonderie comprise, ils sont très bien placés et le résultat en terme de strate est un autre monde !
Bonjour,
Quel plâtre utilisez vous pour avoir des rendu qui nécessitent peu de travail après la coulée. qui liasse une surface lisse uniforme et propre ? svp
merci d’avance
Bonjour
nous utilisons un revêtement réfractaire spécifique à la fonderie des bijoux. Le notre est de marque Prestige. Pour les résines, tout ne dépends pas du revêtement. La résine, son taux de cendre, le post traitement appliqué, les températures et temps de mise en œuvre. J’ai de bon résultat (mais jamais parfait) avec certaines résines, et toujours de mauvais avec d’autres résines.
Cordialement